Les questions que vous pourriez vous poser concernant le poinçonnage industriel :
Quel est le type de pièce idéal pour le poinçonnage ?
En métallurgie notamment, le poinçonnage est privilégié pour certaines catégories de pièces spécifiques telles que la fabrication de grilles d’aération ou de ventilation en métal. Les brise-vues en métal, le bardage, les persiennes et garde-corps métalliques conviennent parfaitement à ce procédé de fabrication. Toutes ces pièces ont le point commun de comporter de nombreuses ouvertures ou déformations répétées sur leur surface.
Dans quels cas est-il préférable d’utiliser le poinçonnage au lieu de la découpe laser ?
On privilégie l’utilisation du poinçonnage à l’utilisation de la découpe laser lorsque la pièce comporte des déformations puisqu’elles sont non réalisables en laser. Aussi, il est plus avantageux d’utiliser le poinçonnage pour une pièce qui comporte de nombreuses découpes intérieures. Côté esthétique, c’est le poinçonnage qui l’emporte : la découpe est plus précise que le laser et cette technologie qui ne laisse aucune trace est idéale pour les pièces d’aspect.
Dans quels cas est-il préférable d’utiliser le poinçonnage au lieu de l’emboutissage ?
Tout dépend de la typologie de la pièce, de son épaisseur et des quantités à produire.
Le prix des outils est moins cher en poinçonnage, en revanche, les pièces complexes ou dépassant le format du poinçon pourront être réalisées en emboutissage. L’emboutissage est généralement plus avantageux pour la grande / très grande série répétitive.
Les prestations de poinçonnage automatisé du Groupe TMA
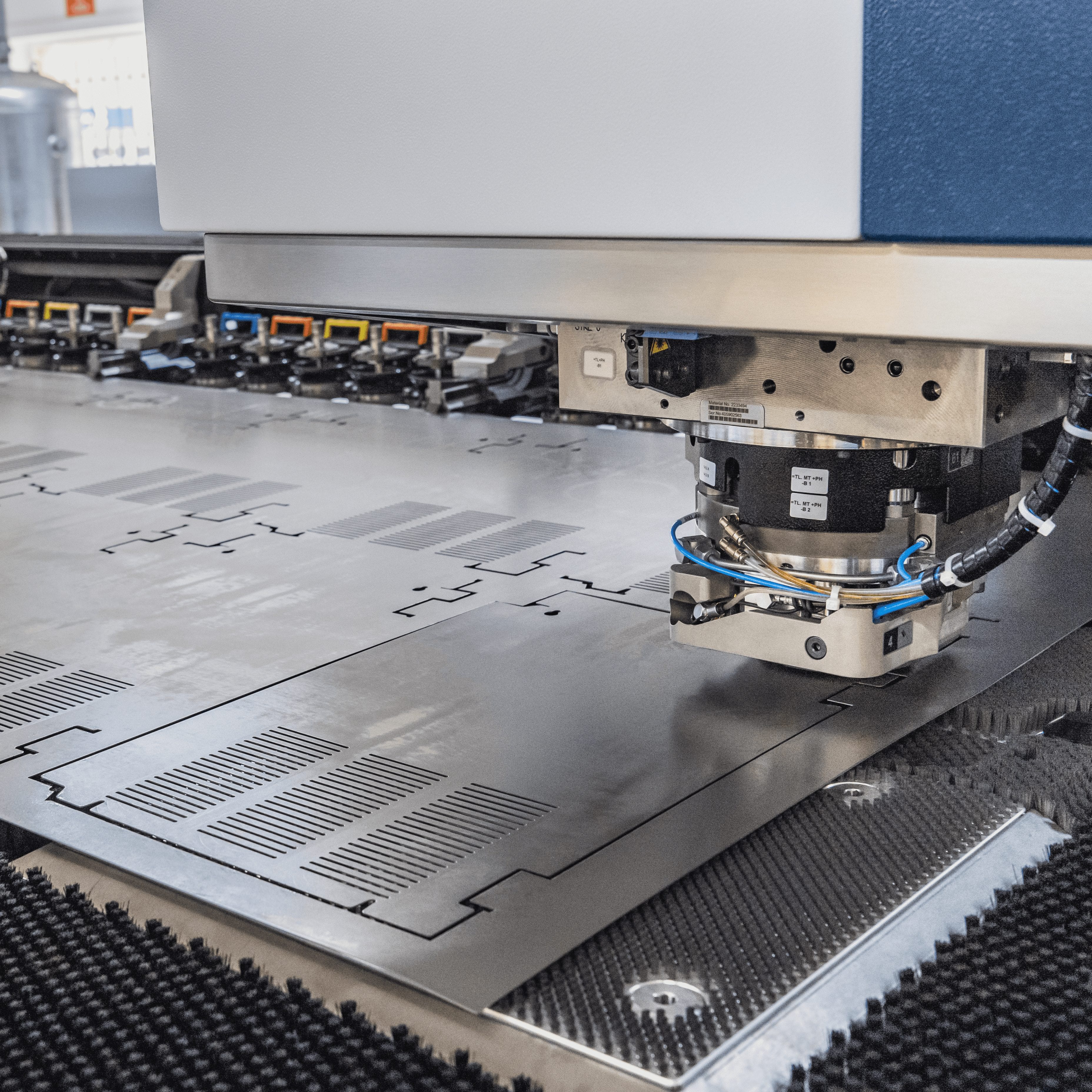
Qui dit sous-traitant bien équipé dit gain de productivité ! Le Groupe TMA a investi dans une poinçonneuse reconnue comme étant la plus rapide du marché. Entièrement automatisée, cette poinçonneuse de dernière génération est capable d’assurer une production en continu, 24/24h, 7/7j.
Sa matrice active et ses tables à brosses sont un avantage considérable : les pièces en métal sont préservées des rayures et les accrochages entre les pièces et la matrice sont exclus. Afin d’éviter les déformations de la tôle lors du poinçonnage, la fonction de planage intégré de notre machine permet de conserver une tôle plane après perforation.
L’automatisation complète de la machine, du chargement de la matière première au déchargement des pièces et du squelette, sans oublier le changement automatique des outils, garantit une très haute productivité.
• Dimensions maximales de la tôle à poinçonner : 1500 x 3000 mm.
• Épaisseur maximale des pièces : 8 mm.
• Précision de poinçonnage : +/- 0.1 mm.
• Chargement automatique de la matière et déchargement automatique des pièces.
• Opérations possibles sur notre machine de poinçonnage : Découpe des contours par grignotage, découpe internes avec poinçon, perforations, taraudage, pliage, déformations multiples, marquage et gravure.
• Exemples de déformations réalisables : nervurage, soyage, réalisation de creuvés, d’ouies, charnières et bien d’autres.
• Outillage / poinçons : large magasin d’outils « classiques » et développement d’outils sur-mesure en fonction des besoins clients.
Un projet en poinçonnage ? Consultez-nous !